
知识就是力量
Saint-Bruno-de-Montarville, Québec, 2024 年 6 月 —为了在钢管生产过程中保持热轧工艺的正常运行,操作员必须每时每刻做出关键决策。 为了一次又一次地做出正确决策,他们必须能够快速、方便地获取可靠的最新信息。 Tecnar Lut 2.0 为此而生。 它为操作员提供优化工艺和管材质量所需的实时信息。 它采用激光超声波技术,可直接在热管上测量真实壁厚、偏心率、温度和长度,无需接触。 简而言之,Lut 2.0 探头将超声波的性能和准确性带入了钢管热轧工艺中。 它为操作员提供重要信息: “Scientia potentia est” 意思是知识就是力量。 参观 Tube Düsseldorf 管材展 Tecnar 展位的观众见证了 Lut 2.0 的实力,以及它如何提供有价值的 “知识 “或信息,增强操作人员和工厂管理人员的能力。
图 1 – Tecnar Lut 2.0 参加 2024 年 4月的 Tube Düsseldorf 展览
人们对这种热管测量系统非常感兴趣,我们希望在此文中与大家分享一些亮点。既然眼见为实,我们就来看看真实的例子和数据。
方便使用的用户界面:
Lut 2.0 可显示和存储每根被测管材的数据。这样,用户就可以将当前的管材特性与过去的记录进行比较。只需点击几下,操作员和管理人员就能显示管材生产的历史记录,以监控随着时间推移出现的批量波动和偏差(如果有的话)。这一功能使其能够观察发展模式,识别异常情况,并根据准确的历史数据做出明智的决策。这对于跟踪趋势或偏差并在其超出容许范围之前及早隔离其原因非常有用。

图2 显示了具体管材的识别和特征(1 区)、历史数据和批量趋势(2 区)、管材径向图解(3 区)以及当前管材纵向壁厚和偏心数据(4 区)。
易于理解的视觉效果可在瞬间提供有价值的信息。易于浏览的仪表板可让工厂操作员和管理人员快速访问各种强大的软件功能及相关信息,从而迅速做出决策。让我们来看看其中的一些功能。
一张图片胜过千言万语:
Lut 2.0 为运营商提供了完整的信息。在下图中,A 部分(厚度/长度,黄色部分)显示了每根管材的历史平均壁厚(每个点代表一根管材)。我们可以看到,每根管材的壁厚都相当一致,而且在整个批次中都在目标范围内。但是,B 部分(辊面管材厚度)显示,有两个轧辊位置偏离了整批管材:蓝线和绿线。这些轧辊及其相对位置显示在右上角的径向图中(位于 R-180 和 R-240 位置的轧辊)。我们可以清楚地看到,这些轧辊对管材施加了更大的压力,导致该位置的管壁变薄。此外,这种压力还迫使部分材料向相反的方向移动,移动到相邻辊筒之间的间隙中,造成过度填充。在 C 部分(间隙处管材厚度)中,紫色线偏离主线,表明管壁较厚。在间隙 360 位置的右上方径向图中,可以清楚地看到过量填充及其相对位置。

图 3 – 辊面厚度图(B 部分)显示,在 R-180 位置(蓝色)和 R-240 位置(绿色),管壁相对于其它辊筒位置较薄。间隙厚度图(C 部分)显示,在 360 位置(紫色),管壁相对于其它位置较厚。
强大的实时信息:
在监控动态过程中,以用户友好格式实时提供高质量信息至关重要。Lut 2.0 可显示和收集高精度数据,这些数据对于早期发现壁厚、偏心率和多边形化方面的趋势和潜在偏差至关重要,以免出现不符合要求的情况。这些偏差可能是由于钢坯加热不均匀、穿孔工具磨损或轧辊机架设置不准确造成的。Lut 2.0 通过对每根管材光谱数据进行详细的自动分析,来识别和跟踪偏差源。管材光谱数据中的每个峰值都与偏心的单一原因有关或指向该原因。Lut 2.0 通过全面、直观的用户界面向操作员和管理人员提供预先通知,使他们能够在正确的时间做出明智的决策。
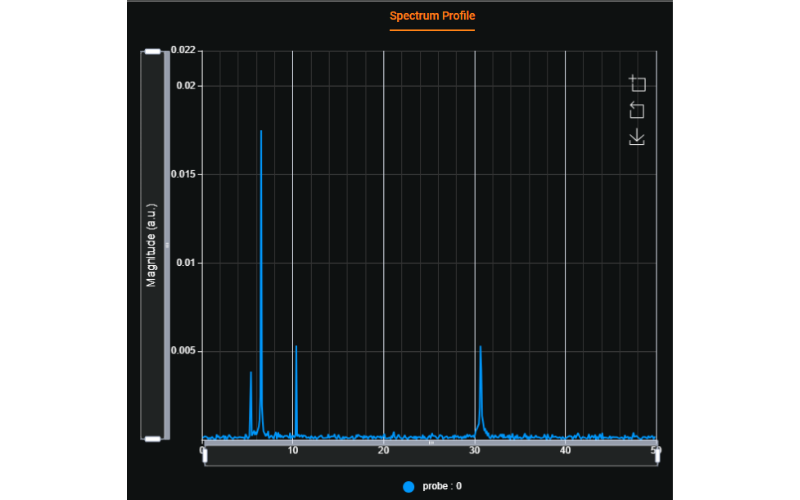
图 4 – 管坯光谱数据示例。每个峰值对应一个偏心原因。
适合您特定应用的型号:
Tecnar 设计了各种探头,以无与伦比的灵活性适应不同类型的制造工艺。Lut 2.0 有单个固定探头型号,也有配备一至三个探头的扫描型号,可在扫描或固定模式下进行高精度、高分辨率测量。此外,由于完全不含放射性伽马射线,因此使用非常安全。
通过提高标准,激光超声波技术正在成为无接触监测热管和管材关键特性(如真实壁厚、偏心率、温度和长度)的标准。
感谢您的阅读。
(本文最初发表于 2024 年 7 月《ITATUBE Journal》杂志)